
今回は、「リフローの温度プロファイル」についての説明です。
1.初めに
はんだ付けの方法にリフローという方法があります。
この方法は簡単に言えば、「あらかじめパターンの銅箔露出部にペースト状のはんだを塗っておいて、その上に部品を配置し、プリント基板ごと炉の中を通すことではんだ付けを行う」というものです。
ですが、部品ごとに熱の伝わり方は異なるので、各部品に必要なリフロー用のピーク温度も異なるはずです。
だからと言って、全てを補えるように炉の温度を上げると、耐熱補償温度を超えてしまう部品が出てくる可能性もあります。
部品実装に便利なリフローですが、温度設定は結構シビアに考えていく必要があるんですね。
今回は、そんなリフローはんだ工程の温度条件を検討する上で重要な温度プロファイルについて考えていきます。
2.温度プロファイルとは?
プロファイルとは[分析結果]のことです。
温度プロファイルに関しては、温度-時間特性の分析結果を示しています。
リフロー工程で炉を通すということは、瞬時に温めてはんだを融かすことはできませんよね?
少しずつ温まり、あるラインを超えたらはんだが融け始めるはずです。
サウナに入った瞬間に汗は出ないけど、身体が温まってきたら汗をかくのと同じ理論です。
物体が温まるには時間がかかるのです。
つまり、適当に炉を通すだけだとちゃんとはんだ付けができているのかわからないんですね。
そこで、実際に炉にぶち込んだ際の部品の時間的な温度変化を熱電対で測定して、その結果を分析することによってリフロー炉を使用して正常にはんだ付けするための条件を割り出しています。
これが温度プロファイルです。
3.リフロー工程の温度プロファイル
リフロー工程の温度プロファイルは以下のように四段階で変化します。
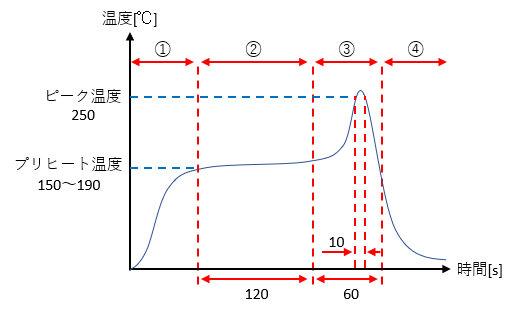
プレヒートと書かれている場合もある。
基板実装部品に温度のバラつきがでないようにしたり、急激な温度上昇による基板の変形を防止する大事な工程。
はんだはまだ融けない温度。
プリヒート温度は150~190℃程度、処理時間は120秒程維持する。
※ プリヒート温度と処理時間は大体の値であって、部品やメーカによって多少前後します。
フラックスの活性化のためにも重要な工程なので、プリヒートが短すぎると不具合に直結する。
だからと言ってプリヒートを長く設定し過ぎるとフラックスが蒸発しきってしまうので、ちょうど良い塩梅が大事。
送風により速やかに冷却する。
冷却に時間をかけるとはんだの強度が落ちる可能性がある。
データシート上に参考値として温度プロファイルが載っていることは珍しくないので、この工程を覚えていると理解が早くなります。
ちなみに、リフロー炉は上記の手順を一台で実践できる構造になっているので、各部品の温度プロファイルと耐熱補償温度を参考にしつつリフロー炉の設定を行います。
温度プロファイルは部品ごとに形状が異なるので、部品の耐熱性と最低限必要なはんだ溶融温度を割り出して設定する必要があるのです。
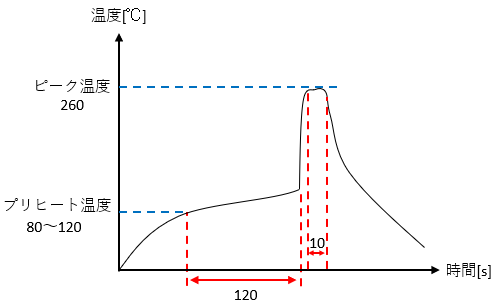
4.フロー工程の温度プロファイル
ここまでの説明ではリフロー工程での温度プロファイルについて触れてきましたが、実際のところフロー工程にも温度プロファイルは存在します。
一応図2のような形状になるようです。
なのですが、近年ではリフローが主流になっていたり、フローに対応していない部品は多く存在するためか、あまりフロー工程の温度プロファイルを目にする機会は無かったりします。
参考程度に眺めておいてください。
5.プロファイル用基板について
部品の温度プロファイルからはんだ付け条件を割り出せるとは言っても、基板に実装する部品の数が1つということはまず無いですよね。
幾つもの種類の部品を使用するはずです。
そうなると、部品ごとに温度プロファイルは異なりますし、部品の配置・密集具合などが温度プロファイルに作用しないとも限りません。
その為、部品を実装しようとしている基板ごとに適した温度プロファイルを割り出す必要があります。
適切な温度プロファイルに設定しないと、銅箔の剥がれ・実装不良等の不具合に結びついてしまいますからね。
そこで、本番の実装の前に、理想的な温度プロファイルを割り出す分の基板も用意する必要があります。
10枚部品を実装した基板が欲しいなら、追加でもう1枚生基板(PWB)を用意しておきたいわけです。
このような温度プロファイル設定用の基板のことをプロファイル用基板と呼んでいることがあります。
以上、「リフローの温度プロファイル」についての説明でした。

