今回は、「同種集成基板と異種集成基板」についての説明です。
1.初めに
過去の記事にて、基板取り数や面付けの説明をしています。

おさらいですが、プリント基板はその製造環境により製造可能なサイズの下限/上限が決まっているので、サイズの小さな基板に関しては何枚も寄せ集めて1つの基板として製造する必要があります。
このように、複数の子基板を寄せ集めた状態のことは集成と呼びます。
なので、複数面付けをしている集成基板は割とメジャーなものなわけですが、集成基板には同種集成基板と異種集成基板が存在します。
字面から想像はできるかと思いますが、今回は同種集成基板と異種集成基板について解説していこうと思います。
2.同種集成基板とは?
同種集成基板は、同じ種類の基板のみ集成した基板のことです。
Aという子基板があったら、Aという子基板だけが多面付けされているわけです。
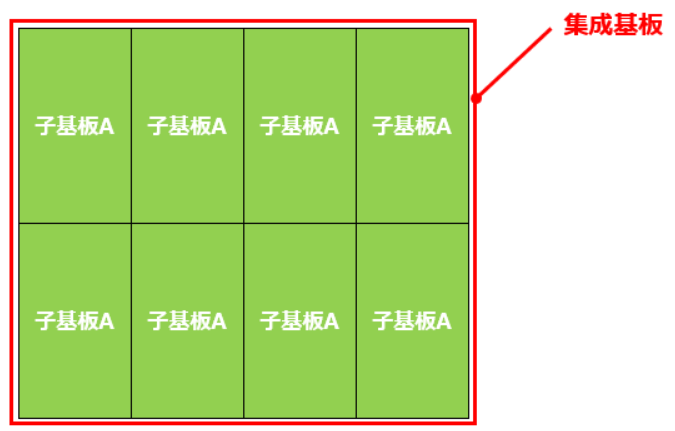
同じ基板しか存在しない為、回路図の管理も1種類だけですし、コスト出しする際も面付け数で集成基板1枚当たりのコストを割るだけです。
管理する上でも、シンプルでわかりやすい校正が同種集成基板というわけですね。
3.異種集成基板とは?
異種集成基板は、異なる種類の基板を集成した基板のことです。
AとBという2種類の子基板を集成してあったり、AとBとCという3種類の子基板を集成してあったり、集成の方法は様々です。
2種類の基板を各2枚ずつ集成して子基板を4枚にしているような集成もあり得ます。
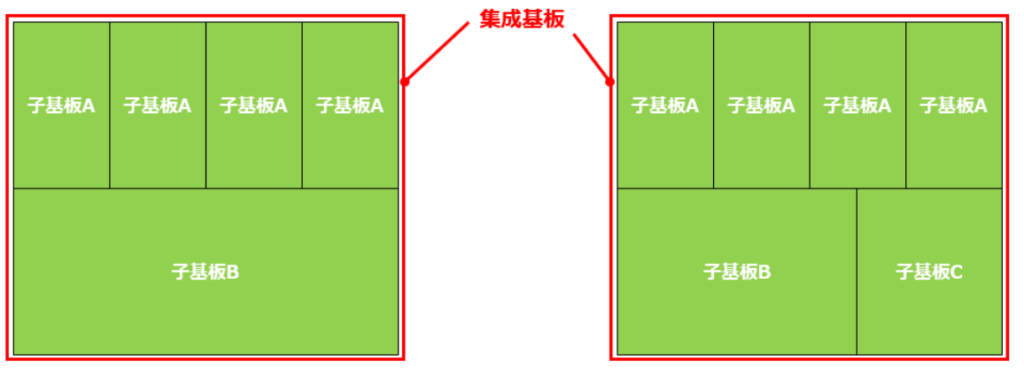
基板の集成は、やろうと思えば割と何でもありなのです。
4.異種集成をするメリットとデメリットは何なのか?
同種集成基板と異種集成基板があるわけですが、どちらにもそれぞれの利点が存在します。
同種集成基板に関しては、先程も述べたように管理がシンプルになるという点が大きいです。
逆に、態々異種集成基板にするメリットは想像しづらいかと思います。
私もそうだったのですが、基板実装プロセスに携わる立場になって考えないと、メリットが思いつかないんですよ。
だって、普通に考えて1つの基板に複数種類の子基板があるってわかりづらいでしょう?
ということで、いくつかの観点で異種集成基板のメリットとデメリットを考えてみましょう。
コストダウン観点
仮に子基板Aと子基板Bが必要になったとします。
AもBもサイズが小さいので、集成する必要があります。
まず、同種集成した場合を考えると、集成基板Aと集成基板Bを作る必要が出てきます。
大きなPWBを2種類製作する必要が出るわけですが、PWBを製作する際は金型が必要になります。
その為、集成基板A用の金型と集成基板B用の金型が必要になる為、金型の製造費用と管理費用が余計にかかることになります。
それに対して、異種集成なら1つのPWBに子基板Aと子基板Bの両方を組み込めるわけですので、金型は1つで済みます。
ということで、コストダウンを考えると異種集成の方が良くなることが“多い”です。
“多い”とした理由は、PWBには必ずしも金型が必要になるとは限らないからです。
もし金型が不要なタイプであった場合、同種集成でも異種集成でも変わらないということになります。
部品実装作業効率観点
PWBに実装する部品の大半はSMT部品(表面実装部品)です。
このSMT部品はマウンターという機械を使用して実装します。
マウンターには、PWBのどの位置に何の部品をどんな向きで実装するのかをあらかじめプログラムしておく必要があります。
そして、実装する部品はリールの形でマウンターに取り付けます。
「あるPWBの部品実装のためにはこのプログラムを読み込ませて、このリールをセットする」と決まっているのです。
その為、子基板Aの同種集成基板と子基板Bの同種集成基板を作成した場合、必要になるプログラム数が2つになります。
また、同種集成基板Aの次に同種集成基板Bの部品実装をしたいと考えた場合、都度リールの取り替えが発生するのです。
その点、異種集成基板になっているとプログラムは1つで済みますし、リールの取り替えも不要になります。
ということで、作業効率について考えると異種集成基板の方に軍配が上がるのです。
検査器観点
PWBに部品を実装してPCBになったら、そのPCBの状態で検査器を通すのが普通です。
製品として総組をする前に、PCB単位で検査をするのです。
部品が正常に実装されているか、実装された部品が故障していないかなど、回路が正常に機能していることを確認します。
いきなり総組をして製品の形になってから検査すると、不具合の棲み分けが出来なかったりしますからね。
当然、検査をするには検査器が必要です。
その為、検査を集成基板の状態で実施する場合、異種集成基板の方が検査器の種類は少なくて済みます。
検査器自体が決して小さなものではないので、検査器が増えるとそれだけ場所を取るというのも懸念点です。
検査スペースも検査器の数だけ占有しますしね。
そういった意味では異種集成基板の方が良いのですが、PCB検査は基板分割後の状態で実施する必要がある場合もあります。
なので、検査器の観点では異種集成基板の方が良いことが“多い”ということになります。
在庫管理観点
ここでも子基板Aと子基板Bが必要だという前提で話をしていきますね。
基板の在庫管理について考えた場合、子基板Aの同種集成基板と子基板Bの同種集成基板を別々で管理するより、子基板Aと子基板Bの異種集成基板を管理した方が場所は取らなそうですよね?
確かにそれはその通りではあるのですが、在庫管理という観点では異種集成基板にすると他のデメリットが目立つようになります。
例えば、ある製品を組み立てるのに、子基板Aは1枚必要で、子基板Bは2枚必要だったとします。
この場合、それぞれの子基板を同種集成基板として製作していた場合は集成基板毎の生産数を調整すれば良いだけとなります。
ですが、異種集成基板にする場合、集成の仕方を子基板A:子基板B=1:2になるように調整しなければならなくなります。
基板サイズによってはややこしいことになるんです。
また、製品が市場に出た場合、故障した基板の交換が必要になるケースがあります。
この場合は余分に故障した基板を生産する必要が出るわけですが、もし必要となった基板が異種集成されていたらどうなるでしょうか?
在庫管理が滅茶苦茶になるんですね。
なので、異種集成する場合は、故障対応のためのサービスパーツだけ別管理扱いして登録したりと、何かと面倒なことになります。
例えば、子基板Aの方が故障確率が高く、子基板Bはほぼほぼ故障しないものだったとします。
この場合、子基板Aばかり減っていき、将来的には子基板Bが余ることになります。
この子基板Bは廃棄するしかないので、実装した部品が勿体ないです。
そうならないように、子基板Aのみ部品を実装し、子基板Bは部品を実装しない特殊な異種集成基板を登録することになるかもしれないのです。
聞いているだけで面倒くさそうでしょう?
その点、同種集成なら余分に生産数を増やすだけで対応できるので、余計な心配はいらなくなります。
ただ、複数種類の子基板が全て故障はほぼしないもので製品には同数必要になるのなら、異種集成の方が在庫管理しやすいでしょうね。
このように、状況によって同種集成にした方が良かったり、異種集成にした方が良かったりするのです。
上記のように様々なメリット/デメリットがありますので、実際に集成を考えている子基板だとどうなるのかを考えつつ、基板割りと集成の仕方を考えましょうね。
以上、「同種集成基板と異種集成基板」についての説明でした。